
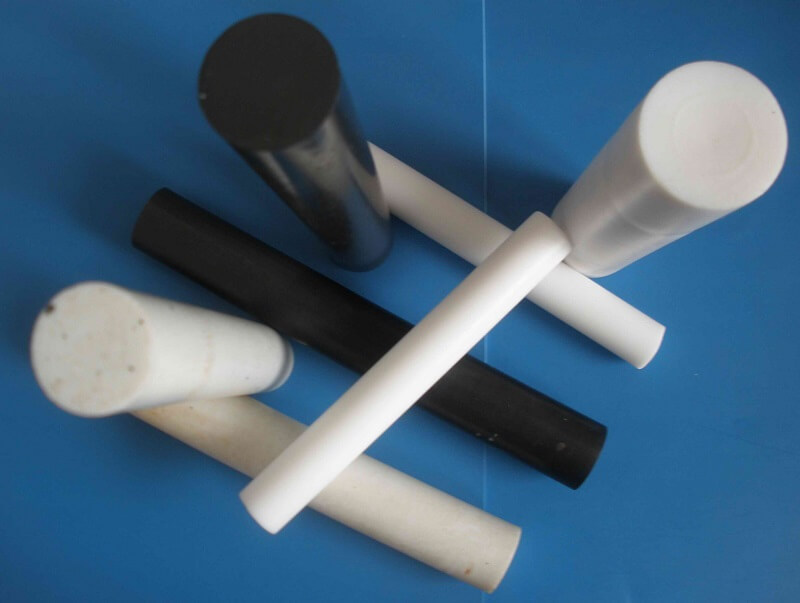
PTFE штангасының өзі жақсы коррозияға төзімді, ескірмейтін, берік және сенімді герметикалық өнімділікке ие;арнайы өңдеуден кейін ол жақсы сусымалы төзімділікке және суық ағынға төзімділікке ие.PTFE таяқшасы кең температура диапазонында болуы мүмкін Пайдалану, ұзақ мерзімді қауіпсіздік,жұмсақ және кесуге оңай, механикалық немесе қолмен кесу арқылы, орнату оңай.PTFE штангасының материалын жасау процесі келесідей:
ThePTFE таяқшасыөзі жақсы коррозияға төзімді, қартаюға қарсы, берік және сенімді герметикалық өнімділікке ие;арнайы өңдеуден кейін ол жақсы сусымалы төзімділікке және суық ағынға төзімділікке ие.PTFE таяқшасы кең температура диапазонында болуы мүмкін Қолдану, ұзақ мерзімді қауіпсіздік, жұмсақ және кесу оңай, механикалық немесе қолмен кесу арқылы, орнату оңай.PTFE штангасының материалын жасау процесі келесідей:
1. Қалып дайындау: спиртпен сүртіңіз, қалыпта тот және қондырма жоқ.
2. Шикізатты дайындау: таза F4 өнімдері, F4 ұсақ шайыр, ұсақталған, електен өткізілген.
3. G=PV формуласы бойынша өлшеңіз (мұндағы G - азық мөлшері, P - дайындаманың тығыздығы (2,18 г/см3) және V - өнім көлемі).
4. Қалыптан шығару және кесу: жартылай фабрикатты қалыптан алыңыз, беті тегіс және жиектері ұқыпты болу үшін оның бетін кесіңіз.
5.Преформинг (басу): Формула бойынша престің манометрлік қысымын есептеп, престің манометрлік қысымын орнатыңыз.
6. Тамақтандыру: F4 шайырын бүкіл престеу бетіне біркелкі таратыңыз.
7. Агломерация: Жартылай фабрикатты агломерациялық пешке баяу салыңыз, оны қолайлы мөлшерге салыңыз және оны шамамен 390 градусқа дейін бір сағат бойы қыздырыңыз, содан кейін оны бір сағат бойы жылы ұстаңыз.Шамамен төрт сағаттан кейін температура салқындай бастайды.Шамамен төрт сағаттан кейін ол бөлме температурасына жетеді және дайын өнімге көшеді.Пештен шыққаннан кейін соңғы пішін аяқталды.
Жіберу уақыты: 04 тамыз 2020 ж